|
超声冲击法提高焊接接头疲劳强度的机理分析
王东坡,周 达
(天津大学材料科学与工程学院,天津300072)
摘 要:使用工具显微镜和维氏硬度计测量了超声冲击处理前后焊趾区的几何形状与硬度的变化,并应用疲劳缺口系数的概念及Dang Van准则,对超声冲击造成的焊趾区几何形状的变化及残余压缩应力对接头疲劳性能改善的影响行为进行了研究。 结果表明,对于低中强钢来说,超声冲击处理焊接接头疲劳性能的改善主要是由焊趾部位形成的残余压应力及改善焊趾几何外形这两个因素引起的,硬化的作用相比次之。 研究还证明,冲击处理对焊接接头应力集中程度的降低,主要是通过增加焊趾区过渡半径来实现的。
关键词: 焊接接头;疲劳强度;超声冲击处理;机理;Dang Van准则
对超声冲击提高焊接接头及结构疲劳强度的机理进行研究有深刻的现实意义,这是因为该机理与如何正确运用超声冲击处理技术,制定具体处理工艺规范有密切关系。该项研究主要从改善焊趾区几何外形,降低接头焊趾区的应力集中程度,在焊趾区表面引入很大数值的残余压应力,硬化焊趾区材料以及减少焊趾部位显微缺陷等几个方面进行分析。
1 试验装置与方法
1.1 超声冲击处理装置及实施方法
超声冲击装置由超声波发生器及执行机构两部分组成:通过超声波发生器将电网上50 Hz工频交流电转变成超声频的20 kHz交流电,用以激励声学系统的换能器。笔者使用天津大学研制的超声冲击装置对试件焊接接头进行冲击处理具体的操作方法为:将超声冲击枪对准试件焊趾部位,且基本垂直于焊缝;冲击头的冲击针阵列沿焊缝方向排列;略施压力,使其基本在冲击枪自重的条件下,进行冲击处理。处理Q235B时,激励电流为0. 5 A;处理16Mn时,激励电流为0.6 A。冲击处理过程中,冲击枪在垂直于焊缝的方向做一定角度的摆动,以便使焊趾部位获得更好的光滑过渡外形。
1.2 疲劳性能测试设备及方法
试验在100 kN高频疲劳试验机上进行。试验机静载精度满量程为±0.2% ,动载振幅波动度满量程为±2%。将每种材料和接头的试件分成两组,第1组试件不采用超声冲击处理(原始焊态) ,第2组试件对焊缝焊趾进行超声冲击处理。16Mn和Q235B对接接头载荷类型均为拉伸载荷,循环比R = 0.1;Q235B十字接头的载荷类型为四点弯曲,循环比R = 0.25或者R =-0.5;16Mn十字接头的载荷类型为拉伸载荷,循环比R = 0.1。
2 冲击处理区表层形变硬化对提高接头疲劳强度的影响
为了探讨超声冲击处理焊趾区表层硬化对提高焊接接头疲劳强度的影响,对Q235B和16Mn钢在超声冲击前后各种情况(原始焊态—AW、冲击处理态—PT)焊接接头的表层各区域进行了维氏硬度测试。测量结果的平均值列于表1。
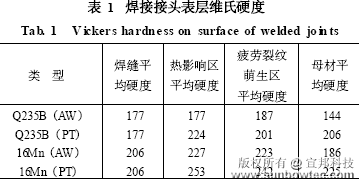
从表1中的相应数据可以看出:对于Q235B钢焊接接头,热影响区的维氏硬度值由原始焊态的177上升到冲击处理后的224,硬度提高了27% ;母材的维氏硬度值由144上升到冲击处理后的206,硬度提高了43%。对于16Mn钢焊接接头,热影响区的维氏硬度值由原始焊态的227上升到冲击处理后的253,硬度提高了11%;而母材的维氏硬度值由186上升到冲击处理后的225,硬度提高了21%。
人们最为关心的是疲劳裂纹萌生区域的硬度,观察表明,疲劳裂纹均起始于焊缝金属和热影响区交接的地方。 在这个区域,Q235B钢的维氏硬度值由焊态的187上升到冲击处理后的201,硬度提高了7%左右;而16Mn钢的维氏硬度值由焊态的223上升到冲击处理后的242,硬度提高了9%左右。可见超声冲击处理对各种钢材的焊接接头各区域均有不同程度的硬化。由于材料的疲劳强度与其静强度有关,且硬度是反映材料强度的度量,因此可以认为,超声冲击处理后焊接接头疲劳性能的改善与硬化有一定关系。将Q235B与16Mn钢疲劳裂纹萌生区的硬化程度与接头疲劳性能的改善相联系,如果认为疲劳裂纹萌生区硬度与疲劳强度有线性关系,那么硬化给接头所带来的疲劳强度增量则略小于10%。这表明超声冲击硬化对接头疲劳强度的提高有一定影响,但不十分显著,至少对于冲击处理原始的低中强钢焊接接头是这样的。
3 超声冲击处理改善焊趾几何外形对提高接头疲劳强度的作用
3.1 超声冲击处理前后焊接接头焊趾几何外形的变化
十字接头和对接接头超声冲击处理前后几何外形的变化见图2-图5。
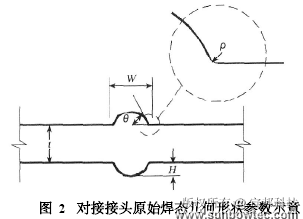 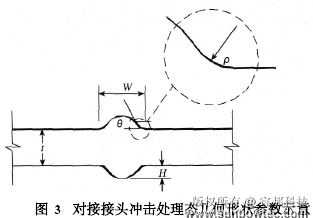
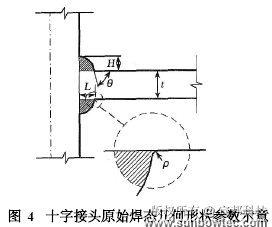 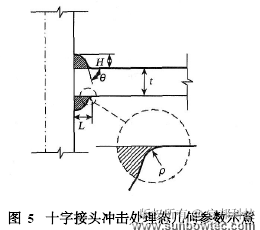
可以清楚地看出,焊接接头部位在超声冲击处理后,其焊趾区几何外形有了明显的变化,主要表现为焊趾区过渡半径ρ的增大。
3.2 焊趾区几何尺寸的测量
3.2.1 过渡半径ρ及焊趾角θ的测定方法
采用硅橡胶复型法获得焊趾区的外形轮廓,随机截取几段后,在工具显微镜下放大观察并测量,获得其外形轮廓曲线上若干点的直角坐标值。将获得的若干数据用多项式进行拟合,于是得到了焊趾外形轮廓线的数学表达式,利用该数学表达式,求得焊趾位置一定区域范围内外形轮廓线上若干点的曲率半径,然后取其平均值作为该焊接接头焊趾区的过渡半径ρ值。
3.2.2 测量结果与分析
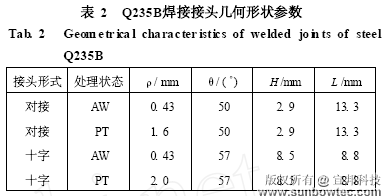
使用704硅橡胶作为复型材料,工具显微镜的放大倍数为50,将Q235B与16Mn各种情况下接头焊趾区几何形状的测量结果分别列于表2和表3中。由表2和表3可见,超声冲击处理前后,焊缝过渡角θ、焊缝高度H、焊缝宽度L 均无明显变化,但焊趾区过渡半径ρ却增大了许多,从焊态试件的0.43~0.55 mm变为超声冲击处理后的1.4~2.0 mm。因此,超声冲击处理降低焊接接头应力集中主要是通过增加焊趾区过渡半径ρ来实现的。
3.2.3 超声冲击处理前后焊接接头焊趾区疲劳缺口系数Kf 的计算与分析
为了估计超声冲击处理通过改善焊趾区几何外形而使接头疲劳强度得以提高的程度,并考虑材质的影响,引入了疲劳缺口系数Kf。通过计算冲击处理前后焊趾区Kf 的变化,反映了改善焊趾区几何外形对接头疲劳强度的影响。根据文献,采用Peterson方程估算Kf 值为
Kf = 1 + ( Kt - 1) / (1 + a /ρ) (1)
式中: Kt 为给定缺口根部半径和缺口几何形状以及加载条件的弹性应力集中系数; a为材料参数,对于钢材来说a = 0.025 4 ( 2 069 /σb ) 2,mm;ρ为缺口半径即焊趾区过渡半径, mm;σb 为缺口根部材料的强度极限,MPa。弹性应力集中系数Kt 的一般形式为
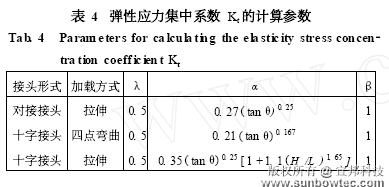
Kt =β[1 +α( t /ρ)λ ] (2)
式中:在所涉及的接头形式及加载方式下,系数β、α和λ值见表4; t为厚度,mm。
根据式(2),利用表2及表3中的有关数据计算弹性应力集中系数Kt ,计算结果列于表5。Kf 的计算需考虑缺口根部材料的强度极限。由于焊接热循环的作用,接头焊趾缺口部位热影响区和焊缝金属的强度与母材相比有所不同,超声冲击处理后焊趾缺口的表层强度(形变硬化)同样发生了改变,这些必将对其疲劳缺口系数有所影响。 然而这些情况下的疲劳裂纹萌生区的强度是不容易直接得到的。借助所测得的Q235B与16Mn钢母材的抗拉强度及各种实际情况下的疲劳裂纹萌生区平均硬度,间接得到相应缺口根部材料的抗拉强度(一定强度范围内,硬度与材料静强度有线性关系)。依据测得的Q235B与16Mn钢力学性能的有关数据表1中的硬度值和表5中的Kt 值,代入式(1)计算各种情况的疲劳缺口系数Kf ,计算结果列于表5。
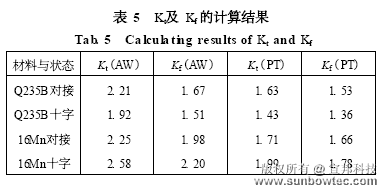
由于疲劳缺口系数Kf 能够较好地表现焊趾缺口的几何形状及母材种类对接头疲劳强度的影响,因此超声冲击处理前后焊接接头疲劳缺口系数的变化,就反映了冲击处理改善接头焊趾几何外形对提高焊接接头疲劳强度作用的大小。从表5中相应计算结果可以看出: Q235B钢对接接头超声冲击处理焊趾区的Kf 为1.53,相应原始焊态的Kf 为1. 67;Q235B钢十字接头超声冲击处理焊趾区的Kf 为1.36,相应原始焊态的Kf 为1.51。 由此表明,Q235B钢超声冲击处理的对接接头和十字接头与原始焊态相比,其疲劳强度因改善焊趾区几何外形、降低应力集中程度而分别增加了约9%和11%。16Mn钢对接接头超声冲击处理焊趾区的Kf 为1.6,而原始焊态的Kf 为1.98;16Mn钢十字接头超声冲击处理焊趾区的Kf 为1.78,相应原始焊态的Kf 为2. 20。这表明16Mn钢超声冲击处理的对接接头和十字接头与原始焊态相比,其疲劳强度因改善焊趾区几何外形、降低应力集中程度而分别增加了约200 /0和240 /0。 对比上述4个结果可知:超声冲击处理Q235B 钢焊接接头,因改变焊趾区几何外形而使接头疲劳强度提高了10%左右;当冲击处理16Mn钢时,相应的疲劳强度改善量大约为20%0左右。 由此可见,随着母材静强度的增加,超声冲击处理通过改善焊接接头焊趾区几何外形、降低其应力集中程度对提高接头疲劳强度的作用越明显,这是因为随着母材强度的增加,接头的疲劳性能对应力集中越敏感,如果能够改善其应力集中部位的几何外形,高强度的焊接接头所获得的疲劳强度改善量相比之下也就更大一些。
4 超声冲击处理残余压缩应力对接头疲劳强度的影响
4.1 超声冲击处理残余压应力的测定
采用小孔法对超声冲击焊接接头处理区表面残余应力进行了测试。 考虑到超声冲击处理残余应力在疲劳试验过程中会有一定的释放,为了获得真正对接头疲劳性能产生影响的稳定残余应力数值,测定是在略高于2 ×106 周次下失效的超声冲击处理试件上进行的,应变花粘贴在距离焊趾区约1 mm的位置。定义x方向为垂直于焊缝方向,y方向为平行于焊缝方向。所使用钻头的直径D为2.0 mm,结果列于表6。
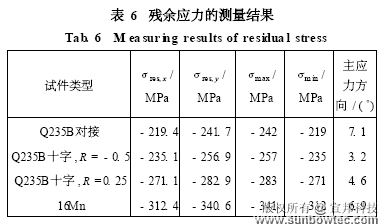
由表6可见,16Mn钢对接接头焊趾区x方向稳定的超声冲击处理残余压应力数值为312.4MPa,而Q235B 对接接头中的相应残余压应力数值为219. 4MPa。显然超声冲击处理后,在16Mn钢焊趾区所形成的残余压应力比在Q235B接头焊趾区上形成的残余压应力要大,因而疲劳强度可能得到更大的提高。这样从形成残余应力的角度也说明了超声冲击法提高焊接接头疲劳强度的效果与母材密切相关,随着母材静强度的增加,超声冲击法改善焊接接头疲劳强度的效果有增长的趋势。 从前面的分析得知,改善焊趾几何外形的作用的大小也与母材静强度相联系。由此说明,超声冲击处理使焊趾区材质硬化、改善焊趾几何外形与在焊趾区形成表面压应力三者贡献的大小,与被处理焊接接头的母材静强度存在一定的关系。
4. 2 利用Dang Van 准则分析冲击处理残余压应力对接头疲劳强度的影响
4.2.1 Dang Van准则
研究表明,在高平均应力下使用Crossland或Dang Van准则预测缺口疲劳极限比用Goodman 方法具有更高精度,而且Dang Van准则可适用不同的加载方式。Dang Van准则是由法国焊接研究所和法国金属所的Dang Van博士提出的,适用于预测多轴疲劳断裂情况下的局部疲劳极限,并可以用来估算残余应力对疲劳极限的作用,其表达式为
τmax +αPmax =β (3)
式中:τmax为局部最大剪切应力振幅; Pmax为最大静水压力。当考虑残余应力的作用时,应力可写成
Pmax = 1 /3 (σLm +σLa +σre s ) (4)
τmax =1/2σLa (5)
式中:σLm为平均局部主应力;σLa为局部主应力振幅;σres为与外载方向相同的残余应力。
4.2.2 利用Dang Van准则分析超声冲击残余应力的行为
由于Dang Van准则中的参数α和β可视为材料常数,因此对于具体的超声冲击处理焊接接头,其压缩残余应力存在与否,并不影响接头所对应的α和β值。首先根据疲劳试验所得的超声冲击处理前后焊接接头的疲劳强度,按Dang Van准则回归得到分别对应于Q235B与16Mn钢的α和β值,然后利用式(3)反过来推测和计算当不存在压缩残余应力时接头所应具有的疲劳强度,这就将压缩残余应力对超声冲击处理焊接接头疲劳强度的影响从其他因素中分离开来。超声冲击处理焊接接头残余压应力对其疲劳强度的影响程度,可由超声冲击处理焊接接头的疲劳强度和不计入σres时的接头所能具有的疲劳强度Smax之间的差值与原始焊态试件的疲劳强度之比得到。
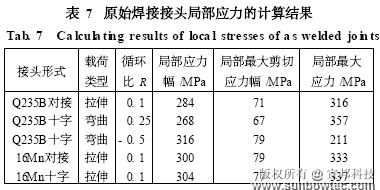
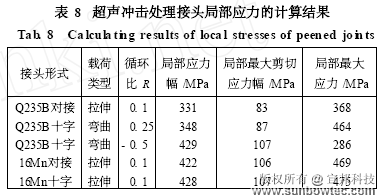
利用有限元法对Q235B和16Mn钢对接与十字接头焊趾区进行应力分析,根据Q235B 及16Mn钢有关疲劳强度的相应结果,计算2 ×106 循环周次下的疲劳强度所对应的外载荷条件(大小、类型及应力循环比)下,各种接头焊趾区的最大局部静水压力并取其最大主应力,然后根据应力循环比并结合最大局部主应力的计算结果,计算出局部最大剪切应力幅。有限元分析使用的是ALGOR2FEAS程序,模型为二维弹性平面应变,有限元网格是自动划分的,为了获得较高的计算精度,在焊趾区将有限元网格细分,计算结果见表7和表8。
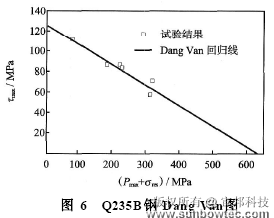
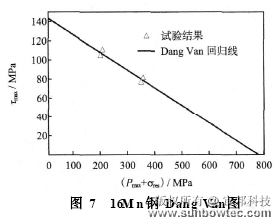
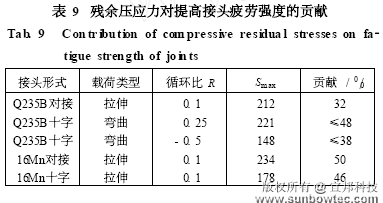
根据Q235B和16Mn钢在超声冲击处理前后接头焊趾区的最大局部主应力和最大剪切应力幅的有关数据,利用式(3)分别回归得到两种材料的Dang Van准则的表达式以及对应参数(α和β)的数值,结果见图6和图7。结果表明,Q235B 焊接接头的α= 0. 59,β=126;而16Mn钢焊接接头的α= 0.56,β= 143。根据式(3),结合Q235B和16Mn钢焊接接头的相应的α和β数值,计算超声冲击处理焊接接头不计入σres时的Smax,并分析压缩残余应力对提高接头疲劳强度所具有的贡献,结果见表9。
结果表明, Q235B 和16Mn钢焊接接头因超声冲击处理引入残余压缩应力而使接头疲劳强度分别提高了32%~48%和46%~50%。由此可见,对于低中强钢来说,超声冲击处理造成的残余压应力是该方法能够提高焊接接头疲劳强度的重要原因之一,且残余压应力使中强钢焊接接头疲劳强度得以提高的程度与低强钢相比要大一些。
5 结 论
(1)超声冲击处理对焊接接头应力集中程度的降低,主要通过增加焊趾区过渡半径ρ来实现的。
(2)超声冲击处理改善焊趾几何外形,在焊趾区形成表面压应力及焊趾区材质硬化三者贡献的大小,与被处理焊接接头的母材静强度有一定的相关性。
(3)对于低中强钢焊接接头,超声冲击处理在焊趾部位形成的表面压应力降低了应力循环比,从而提高了疲劳强度,改善了焊趾的几何外形,而焊趾区材质硬化的作用相比次之。 , , , , , , , , , , , , , , ,; mso-char-i: 2.0" align=left> 十字接头和对接接头超声冲击处理前后几何外形的变化见图2-图5。
可以清楚地看出,焊接接头部位在超声冲击处理后,其焊趾区几何外形有了明显的变化,主要表现为焊趾区过渡半径ρ的增大。
3.2 焊趾区几何尺寸的测量
3.2.1 过渡半径ρ及焊趾角θ的测定方法
采用硅橡胶复型法获得焊趾区的外形轮廓,随机截取几段后,在工具显微镜下放大观察并测量,获得其外形轮廓曲线上若干点的直角坐标值。将获得的若干数据用多项式进行拟合,于是得到了焊趾外形轮廓线的数学表达式,利用该数学表达式,求得焊趾位置一定区域范围内外形轮廓线上若干点的曲率半径,然后取其平均值作为该焊接接头焊趾区的过渡半径ρ值。
3.2.2 测量结果与分析
使用704硅橡胶作为复型材料,工具显微镜的放大倍数为50,将Q235B与16Mn各种情况下接头焊趾区几何形状的测量结果分别列于表2和表3中。由表2和表3可见,超声冲击处理前后,焊缝过渡角θ、焊缝高度H、焊缝宽度L 均无明显变化,但焊趾区过渡半径ρ却增大了许多,从焊态试件的0.43~0.55 mm变为超声冲击处理后的1.4~2.0 mm。因此,超声冲击处理降低焊接接头应力集中主要是通过增加焊趾区过渡半径ρ来实现的。
3.2.3 超声冲击处理前后焊接接头焊趾区疲劳缺口系数Kf 的计算与分析
为了估计超声冲击处理通过改善焊趾区几何外形而使接头疲劳强度得以提高的程度,并考虑材质的影响,引入了疲劳缺口系数Kf。通过计算冲击处理前后焊趾区Kf 的变化,反映了改善焊趾区几何外形对接头疲劳强度的影响。根据文献,采用Peterson方程估算Kf 值为
Kf = 1 + ( Kt - 1) / (1 + a /ρ) (1)
式中: Kt 为给定缺口根部半径和缺口几何形状以及加载条件的弹性应力集中系数; a为材料参数,对于钢材来说a = 0.025 4 ( 2 069 /σb ) 2,mm;ρ为缺口半径即焊趾区过渡半径, mm;σb 为缺口根部材料的强度极限,MPa。弹性应力集中系数Kt 的一般形式为
Kt =β[1 +α( t /ρ)λ ] (2)
式中:在所涉及的接头形式及加载方式下,系数β、α和λ值见表4; t为厚度,mm。
根据式(2),利用表2及表3中的有关数据计算弹性应力集中系数Kt ,计算结果列于表5。Kf 的计算需考虑缺口根部材料的强度极限。由于焊接热循环的作用,接头焊趾缺口部位热影响区和焊缝金属的强度与母材相比有所不同,超声冲击处理后焊趾缺口的表层强度(形变硬化)同样发生了改变,这些必将对其疲劳缺口系数有所影响。 然而这些情况下的疲劳裂纹萌生区的强度是不容易直接得到的。借助所测得的Q235B与16Mn钢母材的抗拉强度及各种实际情况下的疲劳裂纹萌生区平均硬度,间接得到相应缺口根部材料的抗拉强度(一定强度范围内,硬度与材料静强度有线性关系)。依据测得的Q235B与16Mn钢力学性能的有关数据表1中的硬度值和表5中的Kt 值,代入式(1)计算各种情况的疲劳缺口系数Kf ,计算结果列于表5。
由于疲劳缺口系数Kf 能够较好地表现焊趾缺口的几何形状及母材种类对接头疲劳强度的影响,因此超声冲击处理前后焊接接头疲劳缺口系数的变化,就反映了冲击处理改善接头焊趾几何外形对提高焊接接头疲劳强度作用的大小。从表5中相应计算结果可以看出: Q235B钢对接接头超声冲击处理焊趾区的Kf 为1.53,相应原始焊态的Kf 为1. 67;Q235B钢十字接头超声冲击处理焊趾区的Kf 为1.36,相应原始焊态的Kf 为1.51。 由此表明,Q235B钢超声冲击处理的对接接头和十字接头与原始焊态相比,其疲劳强度因改善焊趾区几何外形、降低应力集中程度而分别增加了约9%和11%。16Mn钢对接接头超声冲击处理焊趾区的Kf 为1.6,而原始焊态的Kf 为1.98;16Mn钢十字接头超声冲击处理焊趾区的Kf 为1.78,相应原始焊态的Kf 为2. 20。这表明16Mn钢超声冲击处理的对接接头和十字接头与原始焊态相比,其疲劳强度因改善焊趾区几何外形、降低应力集中程度而分别增加了约200 /0和240 /0。 对比上述4个结果可知:超声冲击处理Q235B 钢焊接接头,因改变焊趾区几何外形而使接头疲劳强度提高了10%左右;当冲击处理16Mn钢时,相应的疲劳强度改善量大约为20%0左右。 由此可见,随着母材静强度的增加,超声冲击处理通过改善焊接接头焊趾区几何外形、降低其应力集中程度对提高接头疲劳强度的作用越明显,这是因为随着母材强度的增加,接头的疲劳性能对应力集中越敏感,如果能够改善其应力集中部位的几何外形,高强度的焊接接头所获得的疲劳强度改善量相比之下也就更大一些。
4 超声冲击处理残余压缩应力对接头疲劳强度的影响
4.1 超声冲击处理残余压应力的测定
采用小孔法对超声冲击焊接接头处理区表面残余应力进行了测试。 考虑到超声冲击处理残余应力在疲劳试验过程中会有一定的释放,为了获得真正对接头疲劳性能产生影响的稳定残余应力数值,测定是在略高于2 ×106 周次下失效的超声冲击处理试件上进行的,应变花粘贴在距离焊趾区约1 mm的位置。定义x方向为垂直于焊缝方向,y方向为平行于焊缝方向。所使用钻头的直径D为2.0 mm,结果列于表6。
由表6可见,16Mn钢对接接头焊趾区x方向稳定的超声冲击处理残余压应力数值为312.4MPa,而Q235B 对接接头中的相应残余压应力数值为219. 4MPa。显然超声冲击处理后,在16Mn钢焊趾区所形成的残余压应力比在Q235B接头焊趾区上形成的残余压应力要大,因而疲劳强度可能得到更大的提高。这样从形成残余应力的角度也说明了超声冲击法提高焊接接头疲劳强度的效果与母材密切相关,随着母材静强度的增加,超声冲击法改善焊接接头疲劳强度的效果有增长的趋势。 从前面的分析得知,改善焊趾几何外形的作用的大小也与母材静强度相联系。由此说明,超声冲击处理使焊趾区材质硬化、改善焊趾几何外形与在焊趾区形成表面压应力三者贡献的大小,与被处理焊接接头的母材静强度存在一定的关系。
4. 2 利用Dang Van 准则分析冲击处理残余压应力对接头疲劳强度的影响
4.2.1 Dang Van准则
研究表明,在高平均应力下使用Crossland或Dang Van准则预测缺口疲劳极限比用Goodman 方法具有更高精度,而且Dang Van准则可适用不同的加载方式。Dang Van准则是由法国焊接研究所和法国金属所的Dang Van博士提出的,适用于预测多轴疲劳断裂情况下的局部疲劳极限,并可以用来估算残余应力对疲劳极限的作用,其表达式为
τmax +αPmax =β (3)
式中:τmax为局部最大剪切应力振幅; Pmax为最大静水压力。当考虑残余应力的作用时,应力可写成
Pmax = 1 /3 (σLm +σLa +σre s ) (4)
τmax =1/2σLa (5)
式中:σLm为平均局部主应力;σLa为局部主应力振幅;σres为与外载方向相同的残余应力。
4.2.2 利用Dang Van准则分析超声冲击残余应力的行为
由于Dang Van准则中的参数α和β可视为材料常数,因此对于具体的超声冲击处理焊接接头,其压缩残余应力存在与否,并不影响接头所对应的α和β值。首先根据疲劳试验所得的超声冲击处理前后焊接接头的疲劳强度,按Dang Van准则回归得到分别对应于Q235B与16Mn钢的α和β值,然后利用式(3)反过来推测和计算当不存在压缩残余应力时接头所应具有的疲劳强度,这就将压缩残余应力对超声冲击处理焊接接头疲劳强度的影响从其他因素中分离开来。超声冲击处理焊接接头残余压应力对其疲劳强度的影响程度,可由超声冲击处理焊接接头的疲劳强度和不计入σres时的接头所能具有的疲劳强度Smax之间的差值与原始焊态试件的疲劳强度之比得到。
利用有限元法对Q235B和16Mn钢对接与十字接头焊趾区进行应力分析,根据Q235B 及16Mn钢有关疲劳强度的相应结果,计算2 ×106 循环周次下的疲劳强度所对应的外载荷条件(大小、类型及应力循环比)下,各种接头焊趾区的最大局部静水压力并取其最大主应力,然后根据应力循环比并结合最大局部主应力的计算结果,计算出局部最大剪切应力幅。有限元分析使用的是ALGOR2FEAS程序,模型为二维弹性平面应变,有限元网格是自动划分的,为了获得较高的计算精度,在焊趾区将有限元网格细分,计算结果见表7和表8。
根据Q235B和16Mn钢在超声冲击处理前后接头焊趾区的最大局部主应力和最大剪切应力幅的有关数据,利用式(3)分别回归得到两种材料的Dang Van准则的表达式以及对应参数(α和β)的数值,结果见图6和图7。结果表明,Q235B 焊接接头的α= 0. 59,β=126;而16Mn钢焊接接头的α= 0.56,β= 143。根据式(3),结合Q235B和16Mn钢焊接接头的相应的α和β数值,计算超声冲击处理焊接接头不计入σres时的Smax,并分析压缩残余应力对提高接头疲劳强度所具有的贡献,结果见表9。
结果表明, Q235B 和16Mn钢焊接接头因超声冲击处理引入残余压缩应力而使接头疲劳强度分别提高了32%~48%和46%~50%。由此可见,对于低中强钢来说,超声冲击处理造成的残余压应力是该方法能够提高焊接接头疲劳强度的重要原因之一,且残余压应力使中强钢焊接接头疲劳强度得以提高的程度与低强钢相比要大一些。
5 结 论
(1)超声冲击处理对焊接接头应力集中程度的降低,主要通过增加焊趾区过渡半径ρ来实现的。
(2)超声冲击处理改善焊趾几何外形,在焊趾区形成表面压应力及焊趾区材质硬化三者贡献的大小,与被处理焊接接头的母材静强度有一定的相关性。
(3)对于低中强钢焊接接头,超声冲击处理在焊趾部位形成的表面压应力降低了应力循环比,从而提高了疲劳强度,改善了焊趾的几何外形,而焊趾区材质硬化的作用相比次之。 |
