一、问题描述
目前钢管直径多为2600mm-3000mm之间,由厚板卷板后直焊而成,厚度在50mm-100mm之间,卷板焊接后,短管之间通过环缝焊对接埋弧焊成长管。焊接前,管段已完成对口,且管段坡口由车床加工而成,达到焊接要求。但由于卷板过程会有局部不可控区域圆周度不好,造成焊管在防窜动滚轮架上转动时坡口位置与焊枪位置(左右、高低)不固定,不能实现自动焊,目前是通过人为干预在焊接过程中调节十字滑块来纠偏。如果能实现焊接过程非人工控制,且达到稳定的焊接质量,不但提高生产过程的可靠性,也为企业节省人才培养成本,减少人才流动对企业的影响。
二、解决方案选择
根据我们多年的工程经验,大多数客户不愿选择精度高的激光传感,主要原因是成本高。而对机械传感,即利用机械接触触碰坡口,通过内置两维开关感知上下或左右偏差也不是很满意,虽然其造价便宜,但因其精度只在打底焊时高,多层焊时因为新形成的坡口不再规整,且前道焊会留下小焊瘤,机械头会认为接触到的焊瘤为坡口,信息不再准确,纠偏过程会抖动不停,且有的焊瘤部分无法通过,造成“憋机”。基于以上考虑,我司推出了新的方法“如影随形工装法”。
如影随形工装法:
项目的真正目的是让焊接机头与焊道位置相对固定,所以不一定要用传感器,因此解放思想,开拓创新极为重要。
左右偏差的形成是因为大管径钢管在防窜滚轮架上由于部分圆度、自重及直焊缝的原因,在做圆周运动的过程中会有左右移动,而焊枪的位置是对固定的,不能随着管径的移动而移动,如果焊枪与坡口轴向位置通过某种形式相对固定,管动枪动(指轴向运动),那么根本无需要进行左右偏差纠正,因为偏差不再存在了。
上下偏差的主要原因是圆周对不好,导致焊枪虽然到管轴线的距离是不变的,但是到管外壁的距离却是变化的。圆度的变化是连续的、微过度的,因此如果我们保证焊枪与焊枪待焊区域近侧的高度一致(如坡口近侧100mm处),那么可以基本可以认定焊枪与待焊外壁的高度距离也是不变,从而解决了上下偏差的问题。
三、实施方案
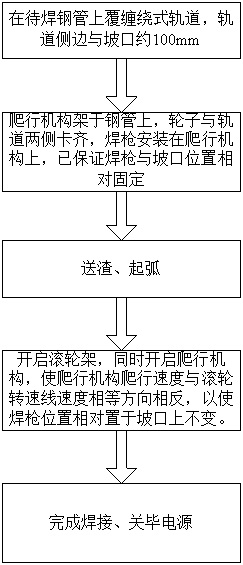

现场图片
|
