вЛЁЂХіЫРПкДІРэЯжзД
ФПЧАЃЌдкЙмЕРЙЄГЬжаЬиЪтЕиЖЮЛђЬиЪтЧщПіЯТЕФЙмЯпвЛЖЫЛђЙмЕРЙмЯпЫРПкЯТСЯОљЮЊШЫЙЄеЩСПЯТСЯЃЌЕБЙмЯпдкДЉТЗЁЂДЉКгЁЂЛђепЬиЪтЩНЖЮКЭзЊНЧЕФдЄСєЯТЫРПкСЯЪБЃЌвђЮЊЧщПіЬиЪтЃЌЯТЕФЫРПкСЯзМШЗТЪЕЭЃЌЖрдкВЛЭЌаФЕФЫЎЦННЧЁЂВЛЫЎЦНЕФзнЯђНЧМАИїжжЕўНЧЕФЯТСЯзщЖдЃЌдкЫРПкСЯгыЙмЕРдЄСєЖЫНгПкКИНгЪБЃЌКмШнвздьГЩКИНгРЇФбЛђепЮоКИНгЕуЛђСНЖЫПкжиЕўЃЌгШЦфдкВЙЬљЪмЫ№БфаЮЕФЙмЕРЪБИќдіМгСЫЙмЕРЙЄГЬЕФЙЄзїФбЖШЁЃ
ЭМвЛ ГЄЪфЙмЯпХіЫРПкЪОвтЭМ
ЖўЁЂФПЧАЕФНтОіЗНЗЈ
2010ФъЧАЃЌХіЫРПкЧаИюУЛгаКУЕФЛњаЕЛђздЖЏЗНЗЈЃЌШЋВПЪЧЭЈЙ§ШЫЙЄВтСПГпДчЃЌИљОнЪ§бЇЙЋЪН[1]ЃЌМЦЫуГіХіЫРПкЯрЙсЯпЕФеЙПЊИпЖШжЕЃЌжЎКѓЛЯпЗХбљЁЃГпДчБъзЂШчЭМЖўЁЃ
ЭМЖў ГпДчБъзЂ
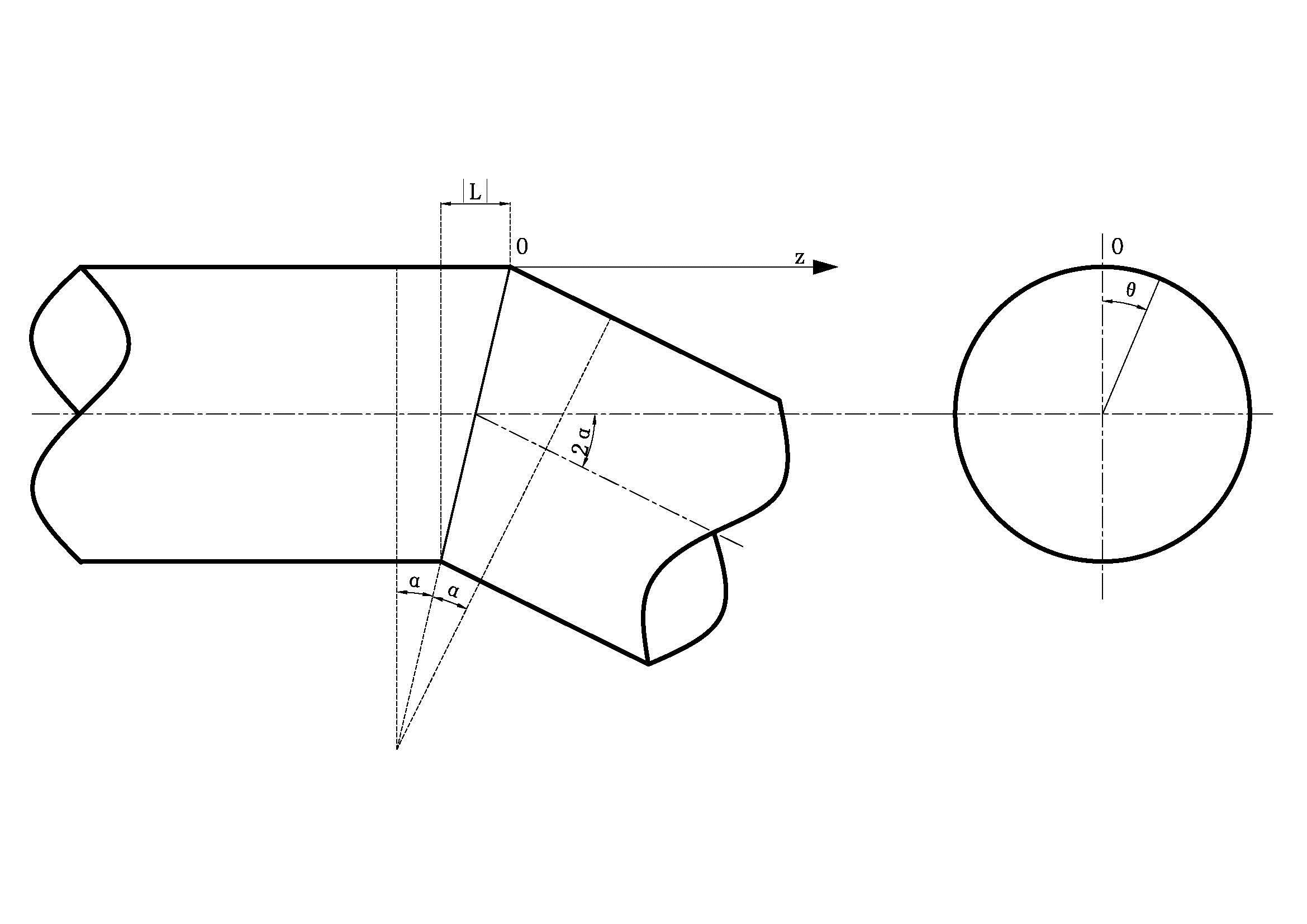
x=(d∙ІШ∙Іа)/360
y=(d∙tg(ІС/2))/2(1-cosІШ)ЁЁЁЁЁЁЁЁЁЙЋЪН1
ЛЯпЖрЪЧгУжБГпдкПэЗљЕФгЭеБжНЩЯЛЩЯxжсКЭyжсзјБъЃЌxжсЮЊЙмЕРЭтБкеЙПЊГЄЖШЃЌyжсЮЊХіЫРПкЯрЙсЯпеЙПЊИпЖШжЕЁЃвђЮЊЪЧШЫЙЄЛЕуЃЌвЛАужЛЛсШЁ АЫИіЕуЃЌгаЕФЮЊСЫОЋЖШИпвЛаЉЃЌвВгаШЁ12ИіЕуЛђИќЖрЕФЕужЕЃЌРэТлЩЯШЁЕУЕужЕдНЖрЃЌеЙПЊЯпОЋЖШдНИпЁЃШЁЕужЎКѓНјааСЌЯпЃЌдйгУМєЕЖАбЭМбљМєГіРДЁЃ
бљАхзіКУКѓЃЌНЋгЭеБбљАхЦЬЕНД§ЧаЕФЙмЕРЩЯЃЌОЁСПШУбљАхгыЙмЭтБкЬљКЯЃЌгУЪЏБЪЛЩЯАзЯпЃЌШчгаБивЊЃЌЛсЯШгУаЁГхзгбиЯпДђЕуЃЌжЎКѓгЩШЫЪжГжИюЧЙбиЯпЛђбиЕуЖЯајЧаИюЁЃ

ЭМШ§ бљАх
2010ФъвдКѓЃЌЫцзХSTZQ-IаЭЙмЕРЧаИюЛњдкжаЪЏгЭГЄЪфЙмЯпЪЉЙЄМАЮЌЛЄЗНУцЕФЙуЗКгІгУЃЌвЛаЉжаЪЏгЭПЭЛЇгУSTZQ-IаЭЙмЕРЧаИюЛњЧаИюХіЫРПкЧаПкЁЃОнСЫНтгаСНжжЗНЗЈЃЌСНжжЗНЗЈЛЯпжЎЧАЕФЙЄзїЪЧвЛбљЕФЃЌВЛЭЌЕФЪЧгУЛњаЕЧаИюДњЬцСЫЪжГжИюЧЙЧаИюЁЃ
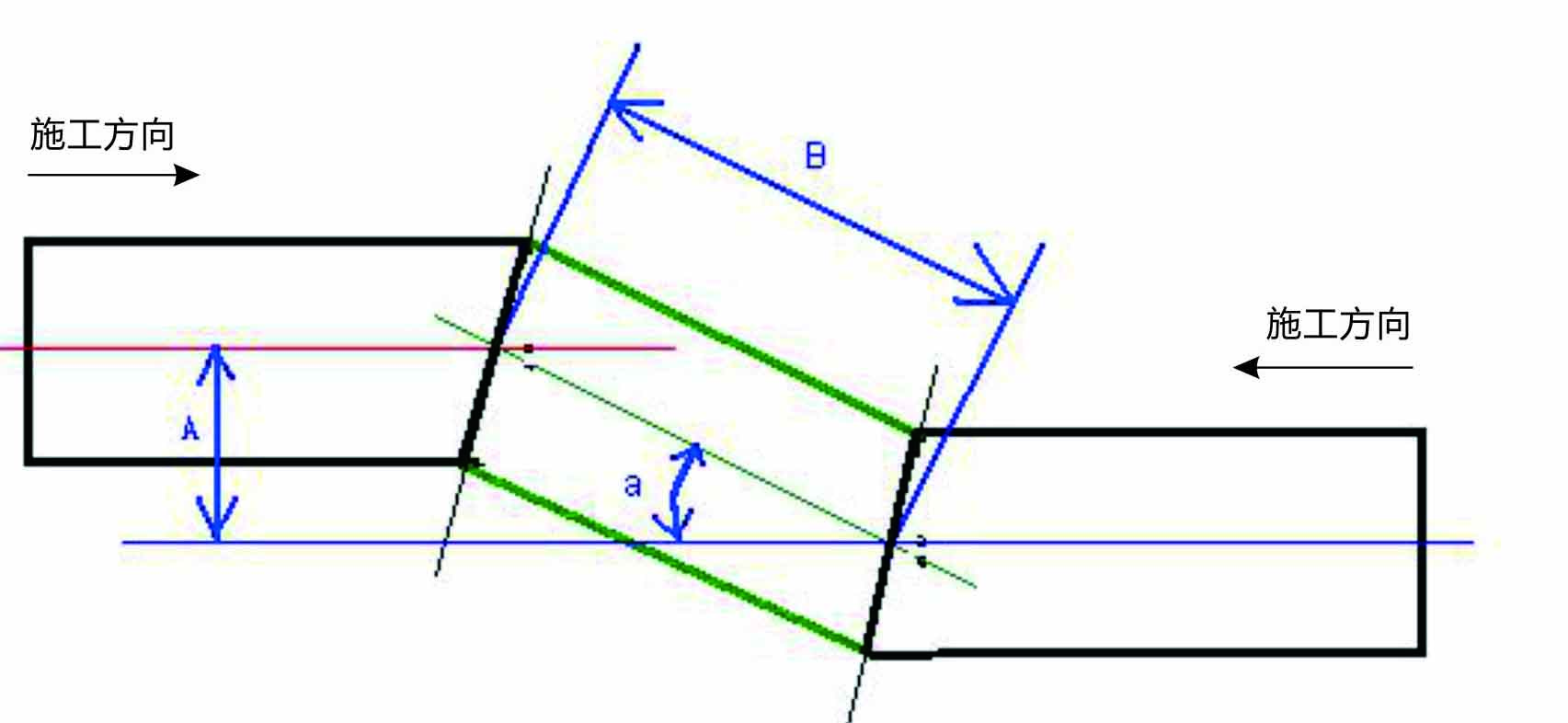
ЕквЛжжЗНЗЈЃЌЪЧжаЪЏгЭЙмЕРЮхЙЋЫОДДаТЕФЃЌдкаЁНЧЖШЭфЃЈШч1ЁуЃЉЕФЪБКђЃЌНЋЙьЕРШЫЮЊаБЗХЃЌЧПЦШSTZQ-IаЭЩшБИГЕТжзпаБЯпЃЌДгЖјДјЖЏИюАбЧаГіаБПкЁЃ
ЕкЖўжжЗНЗЈЃЌЪЧжаЪЏгЭЮїЦјЖЋЪфЙмЕРЙЋЫОДДаТЕФЃЌЫћУЧРћгУSTZQ-IаЭЩшБИШЦЙмЧаИюЃЌЭЌЪБИюЧЙВЛЙЬЖЈЫРЃЌЖјЪЧПЩКсЯђвЦЖЏЁЃдкЧаИюЙ§ГЬжаЃЌвЛИіШЫЪжЙЄПижЦКсЯђЕФаазпОрРыЃЌДгЖјЪЕЯжаБПкЧаИюЁЃ
ЭМЫФ STZQ-IаЭЕФДДаТЧаЗЈЪОвт
2013Фъ7дТЗнЃЌаћАюПЦММЕУжЊХіЫРПкЧаИюЕФашЧѓКѓЃЌдк аТИъХЩдгаЛњаЭЕФЛљДЁЩЯЃЌДДаТГіХіЫРПкзЈгУЧаИюЛњTP1-PSKЙмЕРХіЫРПкЪ§ПизЈгУЧаИюЛњЁЃ аТИъХЩЕФетПюЛњаЭПЩвдЪЕЯж1219mmвдЯТЫљгаГЄЪфЙмЯпЕФЙмЕРХіЫРПкЧаИюЃЌВйзїВНжшгыSTZQ-IаЭЯрЫЦЃЌжЛЪЧЖрСЫВЮЪ§ЪфШыЙ§ГЬЃЌдкЧаИюЧАЪфШыЭтОЖЁЂБкКёЁЂНЧЖШЁЃаТИъХЩЛсздЖЏЧаГіХіЫРПкЯрЙсаБПкЁЃдРДвЛЖЮаБПкЧаИюЃЌПЩФмЛЈЗбАыЬьвЛЬьЕФЪБМфЃЌгаСЫаТИъХЩЕФетПюTP1-PSKЙмЕРХіЫРПкЪ§ПизЈгУЧаИюЛњКѓЃЌ1016mmЕФЙмЕРЃЌ15ЗжжгМДПЩЧаИюКУХіЫРПкаБПкЃЌЛЙПЩвдДђЦТПкЃЌТњзуКИНгвЊЧѓЁЃ 
Ш§ЁЂЗНЗЈЖдБШ
ПЦММЕФЗЂеЙШеаТдТвьЃЌЖјПЦММгІвдШЫЮЊБОЃЌаТИъХЩЕФTP1-PSKЙмЕРХіЫРПкЪ§ПизЈгУЧаИюЛњЃЌВЛжЛЪЕЯжСЫздЖЏЧаИюЃЌВЂЧвПМТЧСЫБкКёЖдОЋЖШЕФгАЯьЃЌНтОіСЫжЎЧАЪжЙЄЧаИюЕФбљАхжЦзїВЛзМШЗЕФЮЪЬтЃЌвђЦфЪЕЯжСЫЯжГЁЕФздЖЏЛЏзївЕЃЌНЋдРДвЛЬьЕФЙЄГЬЫѕЖЬдкАыаЁЪБФкЃЌвВДѓДѓЬсЩ§СЫЙЄГЬаЮЯѓЃЌжЕЕУЭЦЙуЁЃ
ЫФЁЂЮЪЬтбгЩь
гыГЄЪфЙмЯпРрЫЦЕФХіЫРПкЧаИюЖМПЩвдВЩгУаТИъХЩTP1-PSKЙмЕРХіЫРПкЪ§ПизЈгУЧаИюЛњЃЌШчШШЕчЙЄГЬЁЂздРДЫЎЙЄГЬЕШХіЫРПкЮЪЬтЁЃ
ЮхЁЂИНаТИъХЩTP1-PSKЙмЕРХіЫРПкЪ§ПизЈгУЧаИюЛњВЮЪ§
1. ХіЫРПкзЈгУЛњКсжсПЩвЦЖЏОрРыЃК200mm
2. ХіЫРПкзЈгУЛњЧаИюЙмОЖЃК325mm-1219mm
3. ХіЫРПкзЈгУЛњЧаИюОЋЖШЃК<1mm
4. ХіЫРПкзЈгУЛњЧаИюДжВкЖШЃК<12.5ІЬm
5. ХіЫРПкзЈгУЛњЧаИюЫйЖШЃК0-800mm/min

СљЁЂВЮПМЮФЯз
ЁО1ЁПСѕЙњЧьЃЎThinkPipeдкЭфЭЗжЦзїжаЕФгІгУЃКжаЙњЪЏгЭЬьШЛЦјМЏЭХЙЋЫОЃЌ2012ЃК91-95ЃЎ
|